



Bộ tiêu chuẩn nhôm hệ mới nhất, chi tiết nhất được áp dụng hiện nay
Nhôm hệ là loại vật liệu xây dựng phổ biến với những đặc tính cơ học đã được gia công và tăng cường tối ưu. Với nhiều phân loại xuất hiện phổ biến trên thị trường, các tiêu chuẩn nhôm hệ được ứng dụng khác nhau. Hãy cùng đi sâu hơn và tìm hiểu cần tuân thủ những gì khi sản xuất nhôm hệ nhé!
1. Vì sao nhôm hệ cần phải tuân thủ theo những tiêu chuẩn ban hành?
Việc tuân thủ theo những tiêu chuẩn nhôm hệ hiện hành là một trong những nguyên tắc đứng đầu của một tổ chức, doanh nghiệp sản xuất vật liệu xây dựng. Nó vạch ra một lộ trình hoàn hảo để tạo ra thành phẩm nhôm hệ chất lượng nhất, cụ thể:
- Nguyên liệu, sản phẩm xây dựng phải tuân thủ những quy định, yêu cầu xây dựng để đảm bảo an toàn.
- Các sản phẩm, nguyên vật liệu phải cam kết đạt chuẩn về chất lượng rồi mới được lưu hành trên thị trường để đảm bảo sự an toàn cho người sử dụng.
- Doanh nghiệp kiểm soát được chất lượng của sản phẩm và kịp thời cải tiến trước khi đến tay người tiêu dùng.
- Người tiêu dùng sẽ an tâm hơn khi sử dụng sản phẩm đạt chuẩn và có chứng nhận an toàn xây dựng.
Xem ngay: Nhôm hệ dày bao nhiêu và ứng dụng phù hợp với từng hệ nhôm
2. Bộ tiêu chuẩn nhôm hệ trong xây dựng, yêu cầu kỹ thuật
Nhôm hệ là vật liệu xây dựng chất lượng cao được gia công từ những thanh nhôm định hình. Những ưu điểm nổi bật là khả năng chịu nhiệt, chịu lực tốt, chống ồn, chống ăn mòn bởi hóa chất và các yếu tố môi trường bên ngoài,…
Tiêu chuẩn về nhôm định hình, theo Tiêu chuẩn TCXDVN 330: 2003 do Bộ Xây Dựng ban hành theo quyết định số 32/2004/QĐ-BXD, ngày 23 tháng 12 năm 2004, bao gồm các yêu cầu kỹ thuật sau:
2.1. Yêu cầu chung
Nhôm hệ dùng cho công trình xây dựng phải đảm bảo đủ những yêu cầu về tính năng công nghệ, độ bền cơ học, khả năng chống ăn mòn, có thể gia công, xử lý được bề mặt ( nhuộm màu, sơn bóng bề mặt, sơn tĩnh điện…)
Ngoài ra ,sản phẩm cũng phải cam kết về khả năng chịu lực, lắp ghép, tính thẩm mỹ phù hợp với những công trình, kiến trúc hiện đại và có tính kinh tế cao.
2.2. Tiêu chuẩn nhôm hệ về thành phần hóa học
Nhôm hệ được dùng trong xây dựng phải đảm bảo các tiêu chuẩn về thành phần hóa học theo như bảng dưới đây:
| Mác nhôm | Si | Mg | Mn | Cu | Fe | Cr | Zn | Ti | Tạp chất | Al | |
| Riêng lẻ | Tổng cộng | ||||||||||
| 6063 | 0,2 – 0,6 | 0,4 – 0,9 | ≤0,1 | ≤0,1 | ≤0,35 | ≤0,1 | ≤0,25 | ≤0,1 | ≤0,05 | ≤0,15 | Còn lại |
| 6061 | 0,4 – 0,8 | 0,8 – 1,2 | ≤0,15 | 0,15;0,4 | <0,7 | 0,04;0,35 | ≤0,25 | ≤0,15 | <0,05 | <0,15 | Còn lại |
Bảng 1: Tiêu chuẩn về thành phần hóa học (%)
2.3. Tiêu chuẩn nhôm hệ về tính chất cơ lý
Nhôm hệ dùng cho xây dựng phải đáp ứng các chỉ tiêu ở bảng 2, bảng 3 và bảng 4 như sau:
| STT | Tên chỉ tiêu chất lượng | Mức chất lượng |
| 1 | Độ bền kéo | >165 N/mm2 |
| 2 | Độ dãn dài tương đối | >8 % |
| 3 | Độ cứng | >58 HV |
Bảng 2: Tiêu chuẩn nhôm hệ về tính chất cơ lý
| Chế độ nhiệt luyện | Cường độ chịu uốn
(0.2% kg/mm2) |
Cường độ dãn tối đa
( kg/mm2) |
Tỷ lệ dãn dài | Độ cứng Br
(kg/mm2) |
Cường độ chịu đứt cao nhất
(kg/mm2) |
Cường độ chịu mỏi
(kg/mm2) |
|
| t =1.6 mm | d= 12.7 mm | ||||||
| 0
T1 T4 T5 T6 T38 T381 T382 |
5.0
9.0 9.0 15.0 22.0 24.5 19.0 27.5 |
9.0
15.5 17.5 19.0 24.5 26.0 21.0 29.5 |
–
20 22 12 12 9 10 12 |
–
– – – – – – – |
25
42 – 60 73 82 70 95 |
7.0
10.0 – 12.0 15.5 15.5 12.5 19.0 |
5.5
6.5 – 7.0 7.0 – – – |
Bảng 3: Tiêu chuẩn nhôm hệ cơ học của nhôm hợp kim 6063 sau nhiệt luyện
| Chế độ nhiệt luyện | Cường độ chịu uốn
(0.2% kg/mm2) |
Cường độ dãn tối đa
(kg/mm2) |
Tỷ lệ dãn dài | Độ cứng Br
(kg/mm2) |
Cường độ chịu đứt cao nhất
(kg/mm2) |
Cường độ chịu mỏi
(kg/mm2) |
|
| t= 1.6 mm | d= 12.7 mm | ||||||
| 0
T4 T6 |
5.5
15.0 28.0 |
12.5
24.5 31.5 |
25
22 12 |
30
65 95 |
30
25 17 |
8.5
17.0 21.0 |
6.5
10.0 10.0 |
Bảng 4: Tiêu chuẩn nhôm hệ cơ học của nhôm hợp kim 6061 sau nhiệt luyện
2.4. Tiêu chuẩn nhôm hệ dung sai kích thước mặt cắt ngang
Nhôm hệ dùng cho xây dựng phải đáp ứng được các tiêu chuẩn về dung sai kích thước mặt cắt ngang (bao gồm chiều rộng, chiều cao và chiều dày) ở bảng 5a và 5b.
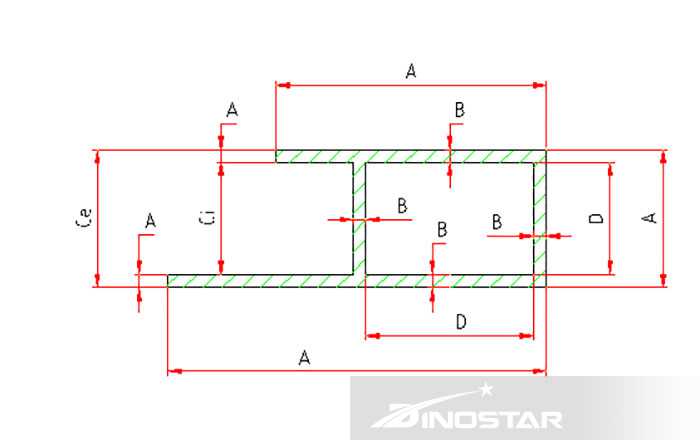
Chú thích:
- A – Kích thước kim loại, trừ chiều dày thành trong mặt cắt rỗng.
- B – Chiều dày thành trong mặt cắt rỗng.
- Ci hoặc Ce – Kích thước không gian trong mặt cắt hở.
- D – Kích thước không gian trong mặt cắt rỗng
Lưu ý: Các kích thước trên được quy định trong bảng 5a và 5b.
Dung sai mặt cắt ngang của sản phẩm phải phù hợp với quy định dung sai mặt cắt ngang đạt tiêu chuẩn GB/T 5237-93 và tiêu chuẩn ISO 6362/4-1988.
|
Kích thước |
Sai lệch giới hạn |
||||||||
| Kích thước kim loại 2, 3
( ≥ 75% của kích thước kim loại) |
Kích thước kim loại 4, ( ≥ 75% của kích thước kim loại Ci hoặc Ce ) | ||||||||
| Mặt cắt hở A | Chiều dày thành của mặt cắt rỗng 5 B |
Khoảng cách từ A đến chuẩn |
|||||||
| đến 5 | >5 đến 15 | >15 đến 30 | >30 đến 60 | >60 đến 100 | >100 đến 150 | >150 đến 200 | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| – Đến 3.2
– >3.2 đến 6.30 – >6,30 đến 12.50 – >12,50 đến 20.00 – > 20,00 đến 25.00 |
±0,15
±0,18 ±0,20 ±0,23 ±0,25 |
±10% kích thước ( nhưng không vượt quá ±1,50 max, ±0,25 min) | ±0,15
±0,18 ±0,20 ±0,23 ±0,25 |
±0,25
±0,30 ±0,36 ±0,41 ±0,46 |
±0,3
±0,36 ±0,41 ±0,46 ±0,50 |
–
±0,41 ±0,46 ±0,52 ±0,58 |
–
– ±0,50 ±0,56 ±0,64 |
–
– – – ±0,76 |
–
– – – – |
| – >25,00 đến 40,00
– > 40,00 đến 50,00 – >50,00 đến 100,00 – >100,00 đến 150,00 – >150,00 đến 200,00 – >200,00 đến 250,00 |
±0,30
±0,36 ±0,60 ±0,86 ±1,10 ±1,35 |
±0,30
±0,36 ±0,60 ±0,86 ±1,10 ±1,35 |
±0,54
±0,60 ±0,86 ±1,10 ±1,35 ±1,65 |
±0,58
±0,66 ±0,96 ±1,25 ±1,55 ±1,90 |
±0,66
±0,78 ±1,20 ±1,65 ±2,10 ±2,50 |
±0,76
±0,92 ±1,45 ±2,00 ±2,50 ±3,00 |
±0,88
±1,05 ±1,70 ±2,40 ±3,05 ±3,70 |
–
±1,25 ±2,05 ±2,80 ±3,55 ±4,30 |
|
Bảng 5a: Dung sai kích thước mặt cắt đặc của profin
1 – Sai lệch kích thước: Trong quy định khác với sai lệch về 2 phía thì giá trị sai lệch giới hạn được là trung bình cộng của sai lệch lớn nhất và nhỏ nhất của kích thước đó.
2 – Sai lệch của profin: Hình góc phải xác định theo góc và không tính dựa trên các kích thước đường thẳng.
3 – Không áp dụng kích thước y >75%: Sai lệch này không áp dụng cho các kích thước như x hoặc z của hình ngay cả khi y >75%. Phụ thuộc khoảng cách a từ mặt chuẩn đối với sai lệch mà áp dụng được cho kích thước x và z các cột tương ứng Ci và Ce.
4 – Thoả thuận: Giữa cơ sở sản xuất và đặt hàng, có thể thay việc quy định Ce ( kích thước ngoài) bằng quy định Ci ( kích thước trong).
5 – Không gian kín: Được áp dụng khi không gian hoàn toàn kín có diện tích ≥ 70mm2 ; nếu không sử dụng cột A ( mặt cắt hở)
2.5. Tiêu chuẩn nhôm hệ dung sai cho phép góc sản phẩm
Sai lệch của một góc đã được cho trước đối với mặt cắt của profin tại bất kỳ điểm nào phải thỏa mãn yêu cầu dung sai góc sản phẩm như sau:
| Chiều dày danh nghĩa thành mỏng nhất, mm | Sai lệch cho phép (max) |
| Đến 1,6
Lớn hơn 1,6 đến 5,0 Lớn hơn 5,0 |
2°
1,5° 1° |
Bảng 6: Dung sai cho phép góc sản phẩm.
Lưu ý: Khi dung sai góc cho phép chỉ yêu cầu ( + ) hoặc ( – ) tức là gấp 2 lần trị số cho phép.
2.6. Tiêu chuẩn dung sai bán kính góc lượn sản phẩm
Nhôm hệ dùng trong xây dựng phải thỏa mãn các yêu cầu dung sai bán kính góc lượn sản phẩm được nêu ở bảng 7.
| Bán kính góc lượn (mm) | Dung sai cho phép (mm) | |
| R | £ 4,7 | ± 0,4 |
| R | > 4,7 | ± 0,1R |
Bảng 7: Dung sai cho phép bán kính góc lượn sản phẩm.
Lưu ý: Khi dung sai góc cho phép chỉ yêu cầu ( + ) hoặc ( – ) tức là gấp 2 lần trị số cho phép.
2.7. Tiêu chuẩn dung sai độ phẳng trên bề mặt sản phẩm
Nhôm hệ dùng trong xây dựng phải thỏa mãn các yêu cầu dung sai độ phẳng trên bề mặt sản phẩm được nêu dưới bảng sau:
| Bề mặt sản phẩm B (mm) | Dung sai cho phép (mm) |
| Bề mặt sản phẩm phẳng B £ 25 | £ 0,10 |
| Bề mặt sản phẩm phẳng B > 25 | £ 0,4% x B |
| Bề mặt sản phẩm cong | 0,13/cung độ 25mm |
Bảng 8: Dung sai cho phép độ phẳng bề mặt sản phẩm
2.8. Tiêu chuẩn dung sai độ cong sản phẩm
Thanh nhôm hợp kim định hình dùng trong xây dựng phải thỏa mãn các yêu cầu dung sai độ cong sản phẩm.
| Đường kính vòng tròn ngoại tiếp (mm) | Độ dày sản phẩm (mm) | Độ cong sản phẩm (mm) | |
| Trên độ dài
bất kỳ 300mm (hs) |
Trên tổng độ dài sản phẩm Lm (ht) | ||
| F £ 38 | £ 2,4 | < 1,3 | < 3xL |
| > 2,4 | < 0,3 | < 0,7xL | |
| F >38 | £ 2,4 | < 0,3 | < 0,7xL |
| > 2,4 | < 0,3 | < 0,7xL | |
Bảng 9: Dung sai cho phép độ cong sản phẩm.
Bên cạnh việc ứng dụng về dung sai cho phép về độ cong sản phẩm, việc hiểu rõ khái niệm của độ cong và cách đo sản phẩm giúp người dùng mục đích của tiêu chuẩn trên. Cụ thể là:
- Độ cong của sản phẩm: Khoảng cách từ điểm xa nhất của mặt dưới sản phẩm đến mặt bằng ngang của bàn đo (sau khi mà độ cong đã ổn định lại do trọng lượng bản thân của sản phẩm).
- Cách đo độ cong của sản phẩm: Đo trên tổng độ dài cả thanh sản phẩm (ht) hoặc dùng thước thẳng 300mm đo bề mặt dọc theo chiều dài, xác định khe hở lớn nhất (hs). Dung sai cho phép độ cong sản phẩm được quy định ở bảng 9.
2.9. Tiêu chuẩn dung sai độ vênh sản phẩm
Đặt sản phẩm trên bàn phẳng chờ cho ổn định theo hướng chiều dài sản phẩm đo cự ly lớn nhất của mặt bàn và mặt dưới của sản phẩm gọi là N (mm). Lấy giá trị N (mm) chia cho chiều rộng của sản phẩm được độ vênh thực tế của sản phẩm.
Căn cứ vào đường kính vòng tròn ngoại tiếp của mặt cắt sản phẩm tra bảng 10 được độ vênh tiêu chuẩn. Độ vênh của sản phẩm phải nhỏ hơn trị số độ vênh tiêu chuẩn ghi trong bảng 10, thì đảm bảo yêu cầu.
Nhôm hệ dùng trong xây dựng phải thỏa mãn các yêu cầu dung sai độ vênh sản phẩm được nêu ở bảng 10.
| Đường kính vòng tròn ngoại tiếp | Độ vênh mm / mm rộng | |
| Mỗi mét | Độ dài sản phẩm | |
| > 12,5 ¸ 40 | < 0,087 | < 0,176 |
| > 40 ¸ 80 | < 0,052 | < 0,123 |
| > 80 ¸ 250 | < 0,026 | < 0,079 |
Bảng 10: Dung sai cho phép độ vênh sản phẩm
2.10. Tiêu chuẩn dung sai chiều dài sản phẩm
Nhôm hệ dùng trong xây dựng phải thỏa mãn các yêu cầu dung sai chiều dài sản phẩm được nêu dưới đây:
| Đường kính vòng tròn ngoại tiếp | Chiều dài quy định, mm | |||
| đến 1000 | Từ 1000 đến 1500 | Từ 1500 đến 5000 | Từ 5000 đến 7000 | |
| £ 60 | + 2,0 | + 2,5 | + 2,5 | + 3,5 |
| 60 đến 100 | + 2,0 | + 2,5 | + 3,5 | + 4,0 |
| 100 đến 140 | + 3,0 | + 3,5 | + 4,0 | + 5,0 |
| 140 đến 180 | + 3,5 | + 4,0 | + 5,0 | + 6,5 |
| 180 đến 250 | + 4,5 | + 5,0 | + 6,5 | + 8,0 |
Bảng 11: Sai lệch giới hạn chiều dài quy ước
2.11 Tiêu chuẩn bề dày tối thiểu của tiết diện thanh nhôm hợp kim định hình
Độ dày một thanh nhôm hệ dùng cho xây dựng không nên thấp hơn các trị số được nêu ở bảng 12.
| Đường kính vòng tròn ngoại tiếp, mm | Mục đích sử dụng | Chiều dày mặt cắt ngang, mm |
| £ 35 |
|
|
| 35 đến 50 |
|
|
| 50 đến 100 |
|
|
| > 100 |
|
|
Bảng 12: Độ dày mặt cắt ngang thanh nhôm hợp kim định hình
2.12 Tiêu chuẩn chất lượng bề mặt nhôm hợp kim định hình
Tiêu chuẩn nhôm hệ dùng trong xây dựng phải thỏa mãn cả 2 yêu cầu về chất lượng lớp màng oxy hóa sản phẩm và bề mặt phẩm cụ thể được nêu ở dưới.
1 – Chất lượng lớp màng oxy hóa:
Chất lượng lớp màng oxy hóa trên một thanh nhôm hệ không được thấp hơn những giá trị ở dưới bảng sau:
| STT | Tên chỉ tiêu chất lượng | Đơn vị | Mức chất lượng |
| 1 | Lớp màng thanh nhôm Anod | mm | 8,25 |
| 2 | Lớp màng thanh nhôm Anod ED | mm | 15,35 |
Bảng 13: Yêu cầu về lớp màng oxy hóa.
2 – Bề mặt sản phẩm:
Bề mặt sản phẩm nhôm hệ dùng cho xây dựng phải đáp ứng đủ các yêu cầu sau:
- Phải sạch, không cho phép có vết rạn, bong lớp, hoặc bọt khí.
- Phải bóng, màu sắc phải đồng đều không được loang màu.
- Trên bề mặt sản phẩm cho phép vết ma sát, vết xước rất nhỏ bé độ sâu nhỏ hơn 0,05mm, cho phép đoạn đầu 20mm của sản phẩm không có màng oxy hóa.
3. Công ty Cổ phần Nhôm Ngọc Diệp – đơn vị sản xuất và phân phối sản phẩm nhôm đạt chuẩn
Công ty Cổ phần Nhôm Ngọc Diệp với nhà máy Nhôm Dinostar là một trong những đơn vị sản xuất, phân phối đa dạng các loại nhôm với quy mô lớn, diện tích lên đến 120.000 m2 tại Việt Nam.
Toàn bộ sản phẩm nhôm được sản xuất hoàn toàn tự động với dây chuyền, trang thiết bị hiện đại theo tiêu chuẩn quốc tế ISO 9001-2015 và ISO 14001-2015. Nguyên liệu đầu vào nhập khẩu trực tiếp từ Nhật Bản, Đức, Đài Loan. Mỗi năm Nhôm Dinostar đưa ra thị trường hơn 55.000 tấn nhôm đạt chuẩn TCXDVN 330: 2003 phục vụ cho xây dựng và công nghiệp.
Sản phẩm nhôm của Nhôm Dinostar được ứng dụng trong xây dựng chung cư, căn hộ, biệt thự, resort cao cấp… , giúp làm nổi bật vẻ hiện đại cho không gian. Tuyệt đối không dùng sản phẩm nhôm tái chế không rõ xuất xứ, Nhôm Dinostar hứa hẹn đem lại sự tin tưởng và trải nghiệm sử dụng sản phẩm tuyệt vời cho mọi khách hàng.

Như vậy, nhà sản xuất cần tuân thủ những tiêu chuẩn nhôm hệ khắt khe (TCXDVN 330: 2003) do Bộ Xây dựng ban hành, đồng thời hệ thống sản xuất với máy móc hiện đại cũng là yếu tố quan trọng khác để có được sản phẩm nhôm hệ đạt chuẩn chất lượng cao.
Nếu có nhu cầu đặt hàng sản phẩm nhôm, Quý khách hàng vui lòng liên hệ trực tiếp với Công ty Cổ phần Nhôm Ngọc Diệp theo thông tin dưới đây:
Trụ sở chính:
- 35 Hai Bà Trưng – Hoàn Kiếm – Hà Nội.
- Tel: 024 3942 7991 – Fax: 024 3218 1304
Chi nhánh TP. Hồ Chí Minh:
- 360 Điện Biên Phủ – Bình Thạnh – TP. Hồ Chí Minh.
Nhà máy Nhôm Dinostar: Đường C2 – Khu C – KCN Phố Nối A – Văn Lâm – Hưng Yên.
Có thể bạn chưa biết:










